- AE(アコースティックエミッション)法を活用し、めっき処理材に発生する疲労き裂を非破壊で検出します。
-
めっき処理材に疲労き裂が発生する際に高いAEエネルギーが観測されることを利用し、き裂のリアルタイム監視が可能となります。
これにより、従来の試験方法と比較して工期を半分以下に短縮することが可能です。
視点×挑戦×イノベーション
最新評価技術のご提案
最新評価技術のご提案
AE法によるめっき疲労試験の工程短縮
ーめっきの疲労き裂発生検出技術の確立ー
概要
背景・前提
-
電気自動車(EV)などの環境対応車では、銅合金端子の酸化による接触不良を防ぐため、 錫(Sn)めっきが不可欠です1)。
自動車や産業機器の電装化が進み、コネクタの小型化・高機能化に伴い、端子の薄肉化や高強度化が求められる中で、熱や振動に対する接触信頼性の確保が重要な課題となっています。
このため、めっき処理材の疲労特性評価の重要性が高まっています。 - また、製品ライフサイクルの短縮や市場ニーズの変化により、迅速な評価が求められています。き裂をリアルタイムで検出する技術の導入により、従来1週間以上かかっていた試験を数日で完了させ、開発サイクル短縮に貢献することが期待されています。
既存技術の課題
- めっき処理材の疲労特性評価において重要となるき裂検出には、一般的に顕微鏡による連続観察やレプリカ法が適用されています。しかし、断続的に試験を中断する必要があるため、試験工期の長期化と相当の労力を要しております。そこで当社では、連続運転中に疲労き裂の発生を検出可能な計測手法をご提供できます。
新技術の詳細
- 材料が変形や破壊する際、内部に蓄積された弾性エネルギーが解放されます。このエネルギーの開放時に、AE(アコースティックエミッション)として急激なAEエネルギーが観測されます。これを捉えることで、疲労き裂の発生を検出することが可能です2)。
- AE振幅やAEエネルギーの傾向変化を解析することで、めっき表面にき裂が発生するタイミングをリアルタイムで計測可能となりました。
主な成果・応用例
- 応用事例として、端子の繰返し挿抜による損傷評価があります。
- 端子接続品の加振による電気接点部の動摩擦を再現し、AEエネルギーと摩耗量の線形相関から摩耗進行(めっき機能低下)のリアルタイム監視が可能です。
技術内容AAEによる微小き裂の検出能力
AE法によるき裂の検出能力を評価した事例を示します。
供試体は、機械構造用炭素鋼(S55C)のノッチ付き試験片です(図1参照)。
ノッチ部にクリップゲージを取り付け、その開口変位からき裂長さを算出し、AEエネルギーの挙動と比較しました。
図2にAEエネルギー、き裂長さと繰返し数の関係を示します。AEエネルギーは、き裂発生の直前に上昇が見られます。また、き裂進展とAEエネルギーの挙動には相関がみられました。
疲労試験時のき裂が発生したノッチ部の先端は小規模降伏状態とみられ、ここでは累積する微小的塑性変形がひずみ解放の臨界点に達したことで、ノッチ先端の開口時に放出された急激なAEエネルギーを捉えたものと判断します。
めっき処理材等の複層部材におけるき裂発生および進展挙動評価では、このような基材(単一材料)におけるAE信号の傾向を抑えておくことも、非常に有効なデータとなります。
供試体は、機械構造用炭素鋼(S55C)のノッチ付き試験片です(図1参照)。
ノッチ部にクリップゲージを取り付け、その開口変位からき裂長さを算出し、AEエネルギーの挙動と比較しました。
図2にAEエネルギー、き裂長さと繰返し数の関係を示します。AEエネルギーは、き裂発生の直前に上昇が見られます。また、き裂進展とAEエネルギーの挙動には相関がみられました。
疲労試験時のき裂が発生したノッチ部の先端は小規模降伏状態とみられ、ここでは累積する微小的塑性変形がひずみ解放の臨界点に達したことで、ノッチ先端の開口時に放出された急激なAEエネルギーを捉えたものと判断します。
めっき処理材等の複層部材におけるき裂発生および進展挙動評価では、このような基材(単一材料)におけるAE信号の傾向を抑えておくことも、非常に有効なデータとなります。
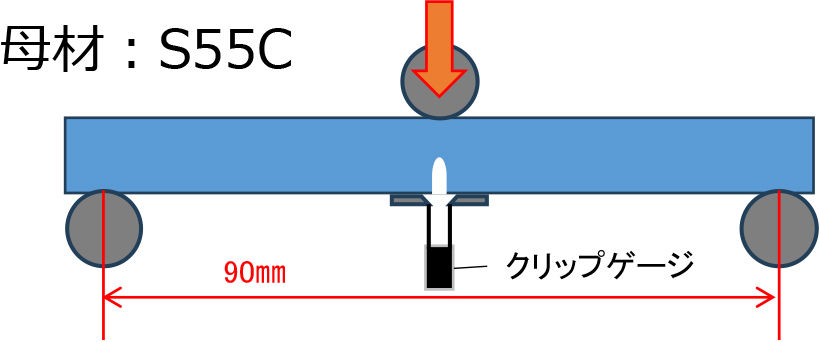
図1 試験イメージ
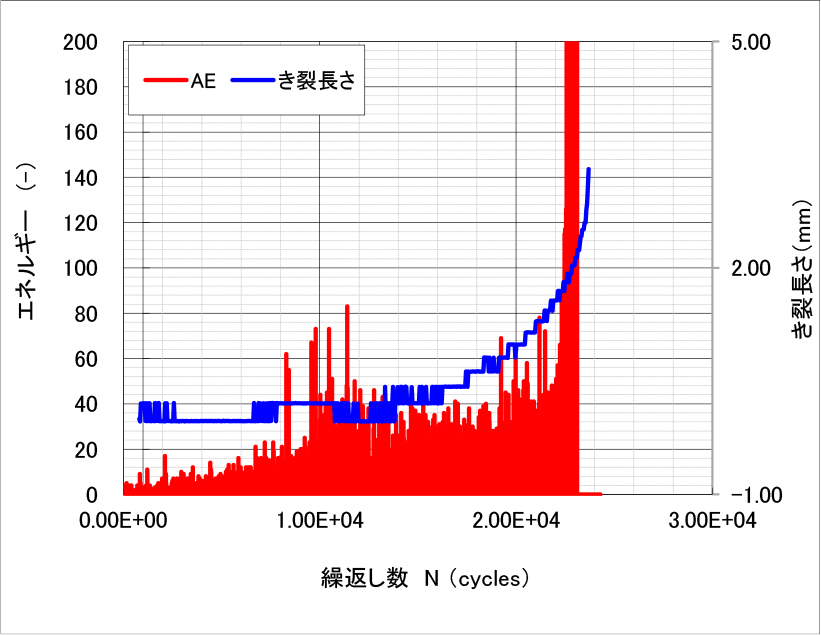
図2 AEエネルギー、き裂長さと繰返し数の関係
技術内容Bめっき材の疲労き裂検出
めっき処理を施した試験片の3点曲げ疲労試験における疲労試験の事例を示します。基材はタフピッチ銅(C1100)を用い10~20μmの無電解ニッケルめっきを施しました。
定常時のAEエネルギーが1000未満で推移する中、4,000以上の瞬間的な出力が見られ(図3参照)、その数はき裂の数と一致しております。
めっきの主成分であるニッケルは、基材に比べて硬さは2倍以上ヤング率は2倍弱であり、めっき厚が基材の厚さ(5mm)に対して10~20μmと薄いため、き裂が一気に貫通したことで、瞬間的に高いAEエネルギーが発生したと考えられます。
このように、基材とめっきの材料特性を把握することは重要でありAE法とき裂部位の連続監視は、めっき処理材の疲労特性を効率よく評価する手法として有効となります。
定常時のAEエネルギーが1000未満で推移する中、4,000以上の瞬間的な出力が見られ(図3参照)、その数はき裂の数と一致しております。
めっきの主成分であるニッケルは、基材に比べて硬さは2倍以上ヤング率は2倍弱であり、めっき厚が基材の厚さ(5mm)に対して10~20μmと薄いため、き裂が一気に貫通したことで、瞬間的に高いAEエネルギーが発生したと考えられます。
このように、基材とめっきの材料特性を把握することは重要でありAE法とき裂部位の連続監視は、めっき処理材の疲労特性を効率よく評価する手法として有効となります。
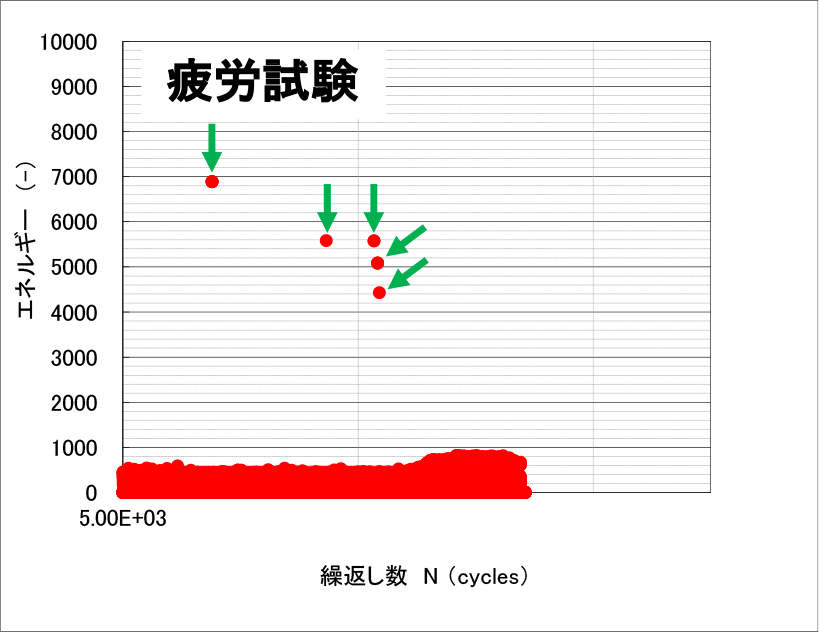
図3 AEエネルギーモニタリング結果
(疲労試験)
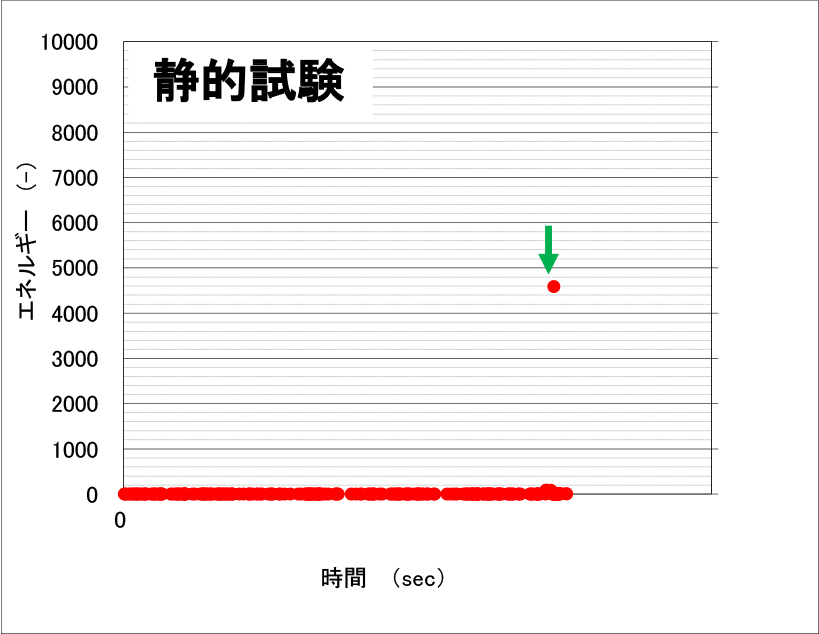
図4 AEエネルギーモニタリング結果
(静的試験)
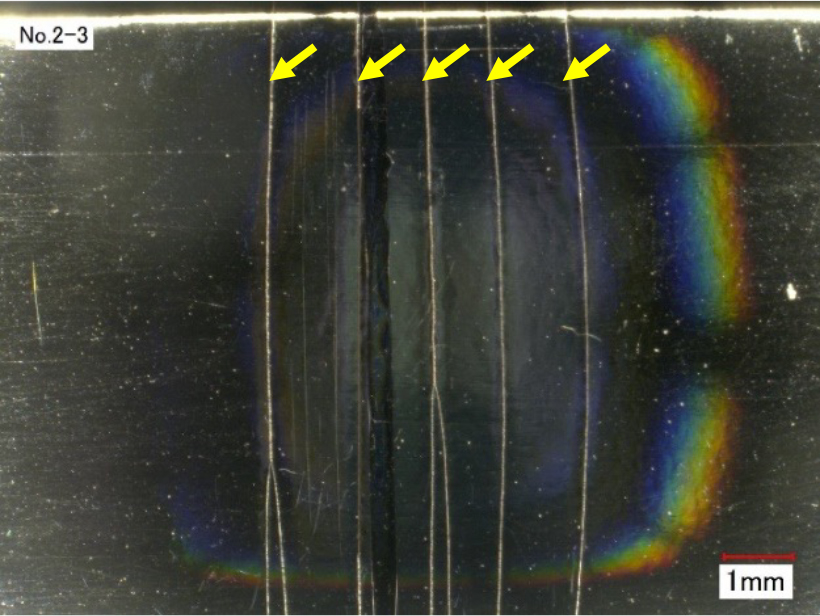
写真1 疲労試験後のき裂状況
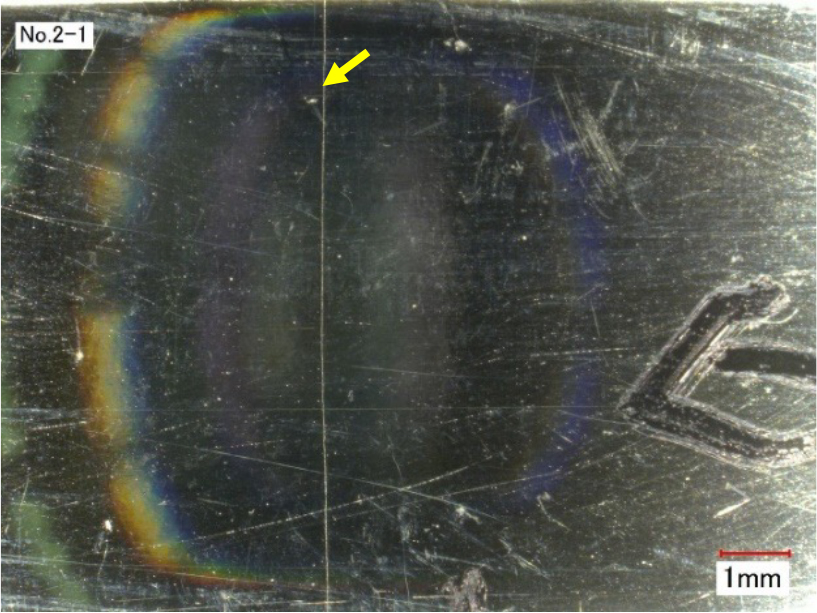
写真2 静的試験後のき裂状況
まとめ
従来、めっきの疲労き裂検出では、工期が長期化する課題がありました。今回ご紹介したように、AE信号を監視することで、き裂の発生をリアルタイムに検出できるようになり、工期は従来の半分以下に短縮することが可能となりました。また、基材とめっきの疲労特性を抑えることでめっき処理材の疲労特性を効率よく評価できます。
その他にも、繰返し摩耗による接触抵抗の変化等、通電特性についても評価、試験提案が可能です。
その他にも、繰返し摩耗による接触抵抗の変化等、通電特性についても評価、試験提案が可能です。
参考文献
- *1)鶴:自動車用コネクタ向け煤めっきの要求特性とその向上技術(2016)
- *2)岸ほか :AEによる材料強度の評価(Ⅰ)(1980)
執筆者
技術本部 機械・構造センター 機械技術部 材料強度技術室|宇都宮 正人(うつのみや まさと)
よくある質問
- AE法とは何ですか?
- 材料が変形や破壊した時に出てくる弾性波 (超音波) を計測して材料の破壊現象を解析する技術です。
- 試験温度はどこまで対応可能ですか?
- 本件の実績は常温です。センサのスペックは、-65℃~175℃の範囲で対応可能となっており、この範囲で同様に試すことが可能です。
16-1-202601-001